
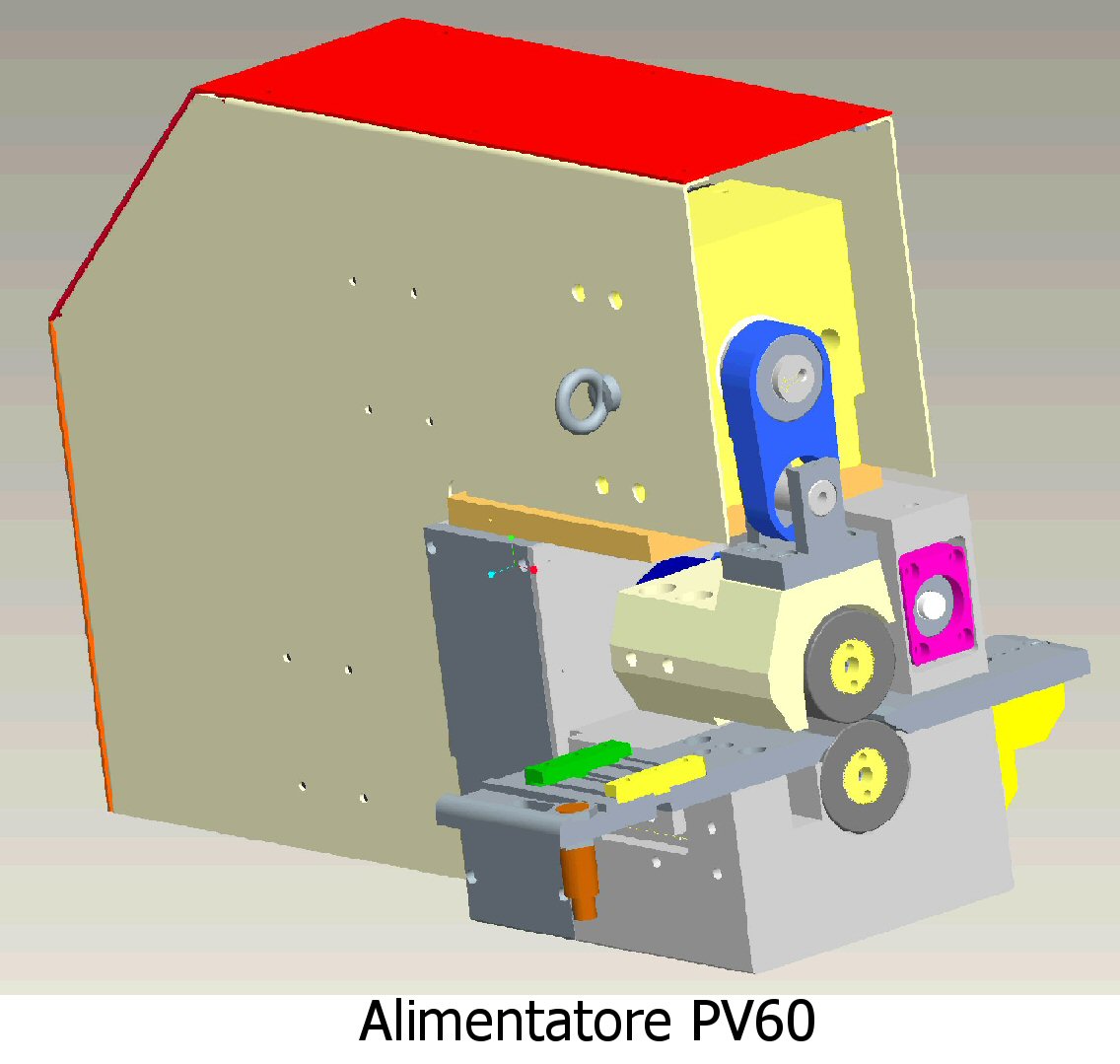
Alimentatore tipo PV


Il servoavanzamento elettronico del nastro PV è un sistema a servomotori che permette di gestire l’avanzamento di un nastro di lamiera ad elevata velocità e alta precisione e può essere installato su qualsiasi tipologia di pressa.
Questo avanzamento può essere utilizzato come elemento di spinta (prima dello stampo), come elemento di traino (dopo lo stampo) o come sistema di alimentazione trasversale.
Il sistema PV utilizza due servomotori per assicurare il corretto movimento del nastro. Un primo servomotore gestisce l’avanzamento della lamiera (il rullo inferiore funziona ad azionamento diretto, mentre il rullo superiore è collegato al motore attraverso un apposito giunto). Un secondo servomotore è utilizzato invece per gestire l’apertura dei due rulli.
E’ così possibile programmare elettronicamente e salvare in differenti “programmi di lavoro” i seguenti parametri : la lunghezza di avanzamento, gli angoli di avanzamento (inizio-fine) e di apertura dei rulli (inizio-fine), l’altezza di apertura rulli e il carico (pressione) dei rulli. In questo modo il sistema offre un’elevata flessibilità e consente di adattarsi perfettamente alle esigenze meccaniche di pilotaggio dello stampo.
Infatti è possibile programmare un campo di avanzamento ristretto (per esempio 290°-70°) per stampi da imbottitura e programmare un campo più ampio (ad esempio 240°-120°) per stampi a tranciatura piana. L’operazione di modifica del passo di avanzamento richiede pochi secondi in quanto è di tipo elettronico. Esiste anche la possibilità di programmare una sequenza di passi di lunghezza differente da ripetersi durante il processo.
I due rulli esercitano una pressione costante ad ogni colpo sulla lamiera in funzione di quanto viene programmato permettendo al sistema di adattarsi a materiali con durezza e caratteristiche superficiali differenti (possono essere movimentati nastri di materiali soffici come l’alluminio, di materiali più duri come l’acciaio inossidabile o di materiali con trattamenti superficiali).
Il sistema prevede anche una modalità di funzionamento detta “attrezzare” che permette di muovere manualmente il nastro in avanti o indietro di una lunghezza pari al passo programmato e che consente quindi di effettuare facilmente la messa a punto dello stampo.
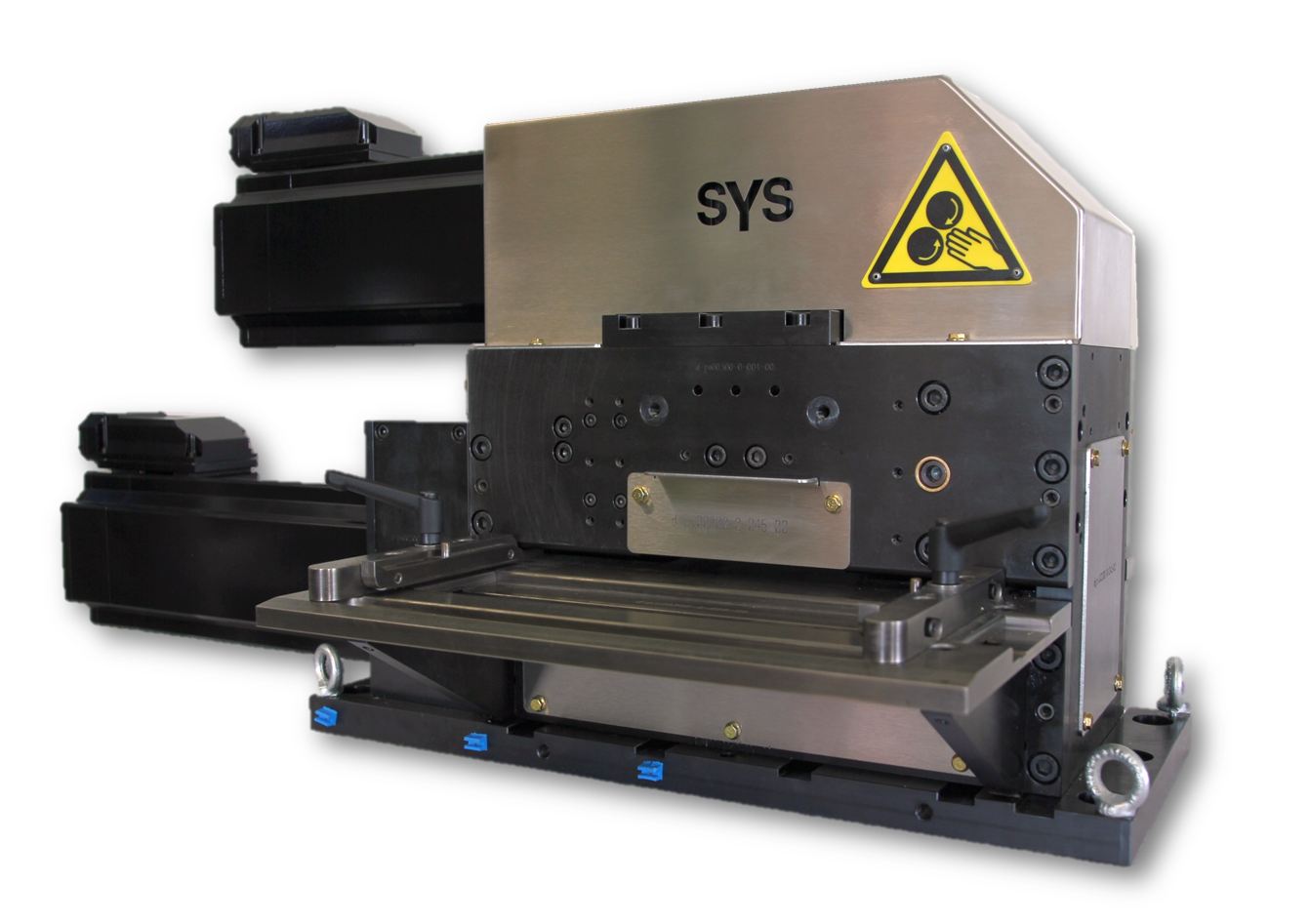
E’ prevista come opzione la possibilità di installare all’interno del quadro elettrico dell’avanzamento anche l’elettronica del sistema PACO8000 (sistema di impaccaggio e protezione stampo che permette di gestire elettrovalvole e motori per la rotazione delle matrici per stampi per la produzione di pacchi rotore/statore per motori elettrici). In caso di integrazione del sistema PACO8000 è possibile installare due misuratori fluttuanti per rilevare lo spessore della lamiera direttamente sulla meccanica del servoavanzamento PV (nella foto si possono vedere le due unità di misura).
Esistono differenti versioni del servoavanzamento PV in funzione della larghezza massima del nastro che si desidera movimentare : PV60 (larghezza massima del nastro di 60 mm), PV100, PV200, PV300 e PV450. I modelli PV60 e PV100 sono di tipo “segmentato” e sono idonei per l’alimentazione di contatti in banda pretranciati in quanto il cambio dei rulli in funzione alle caratteristiche del materiale da movimentare (trattamenti e/o sagomature dei rulli particolari) richiede un tempo breve (circa 10 minuti).
Inoltre combinando due alimentatori PV60 o PV100 è nata una nuova tipologia di avanzamenti chiamati “Tandem” TPV60 o TPV100 che consente di alimentare due nastri differenti in contemporanea con passi di avanzamento diversi o di gestire l’avanzamento di lamiere molto larghe accoppiando le due meccaniche di alimentazione che compongono l’alimentatore.